以下是:吕梁市交口县弯管O型弯管实拍展现的产品参数
以下是:吕梁市交口县弯管O型弯管实拍展现的图文视频
【航萧】为客户提供多样化产品,包括
交城中频弯管、
离石中频弯管、
孝义弯管等,适配多元场景需求。
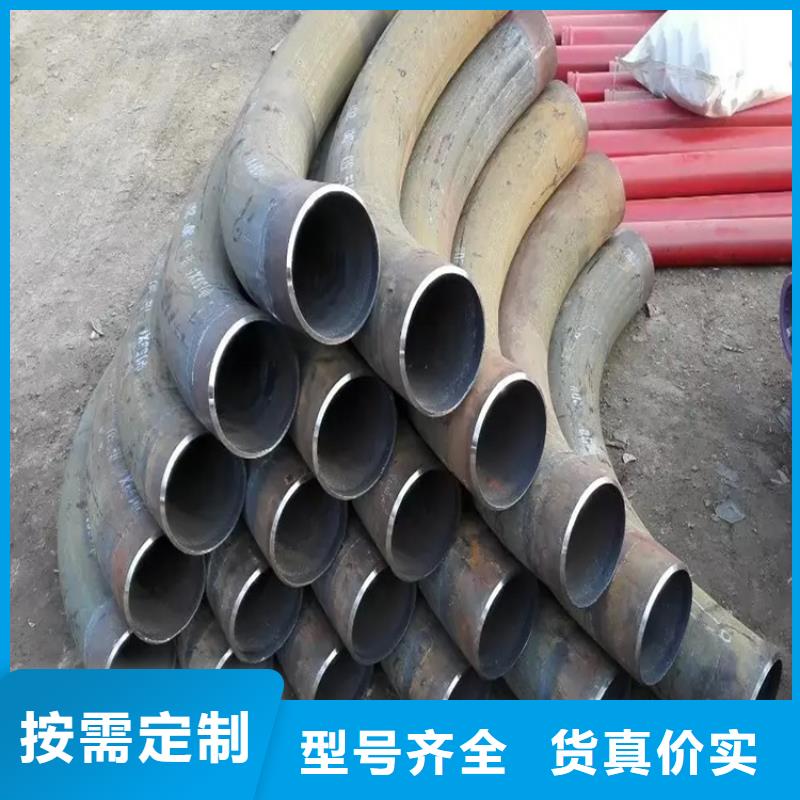
弯管O型弯管实拍展现,
航萧管件(吕梁市交口县分公司)为您提供
弯管O型弯管实拍展现,联系人:
宋经理,电话:
【17306359888】、【17306359888】。 山西省,吕梁市,交口县 战国时期,境内为魏属地。2011年,增设双池居民委员会。交口县交通发达,交口至离石、石楼、霍州、灵石、临汾等五条干线公路。交口县是第二批革命文物保护利用片区分县、山西省2018、2019年度省级平安县(市、区)名单。主要景区有西庄历史文化名村、山神峪、千佛洞。
我们的现场实拍视频将带您走进弯管O型弯管实拍展现产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:吕梁交口弯管O型弯管实拍展现的图文介绍


管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



航萧管件(吕梁市交口县分公司)位于 中频弯管厂家之都吕梁交口— 中频弯管厂家产品面向全国销售,产品销往本地及全国各地,尤其在湖北、湖南、河南、河北、广东、广西、四川、贵州、安徽、江西、陕西等20多个省市占有一定的市场,并出口中东、东南亚等多个和地区。


弯管的保养 2022-01-26 10:53:24 弯管可弯曲性能以及表面腐蚀情况,在一定程度上就有可能会直接影响到其弯管的质量,产品在现场施工的时候,其操作者也会了解到被加工管道的材料,加工性能和对表面腐蚀情况作出判断。 企业在进行弯管的过程中,为了能得到其更好的弯管表面的质量,在使用时会采取很多的办法,这里包括采用其强度更高的模具,选进的弯管机,采用润滑产品等办法。



怎样对弯管加工方法进行更好的完善。目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。 怎样对弯管加工方法进行更好的完善 许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。 由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。 为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。


你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。



弯管O型弯管实拍展现,航萧管件(吕梁市交口县分公司)为您提供弯管O型弯管实拍展现的资讯,联系人:宋经理,电话:【17306359888】、【17306359888】。